Skip to content
Skip to content 

A CO₂ laser uses a gas-filled tube to produce a beam around 10,600 nm — a wavelength that most non-metals absorb well. A fiber laser uses diodes and a fiber optic cable to produce a beam around 1,064 nm — a wavelength that most metals absorb efficiently. Your primary material is the biggest factor in choosing between them, though it’s not the only one.
A CO₂ laser generates its beam by exciting a mixture of carbon dioxide, nitrogen, and helium inside a sealed tube. The gas mixture produces a far-infrared beam at approximately 10,600 nanometers. That wavelength is readily absorbed by organic and non-metallic materials — wood, acrylic, leather, fabric, rubber, glass — which is why CO₂ lasers are widely used in signage, personalization, and packaging.
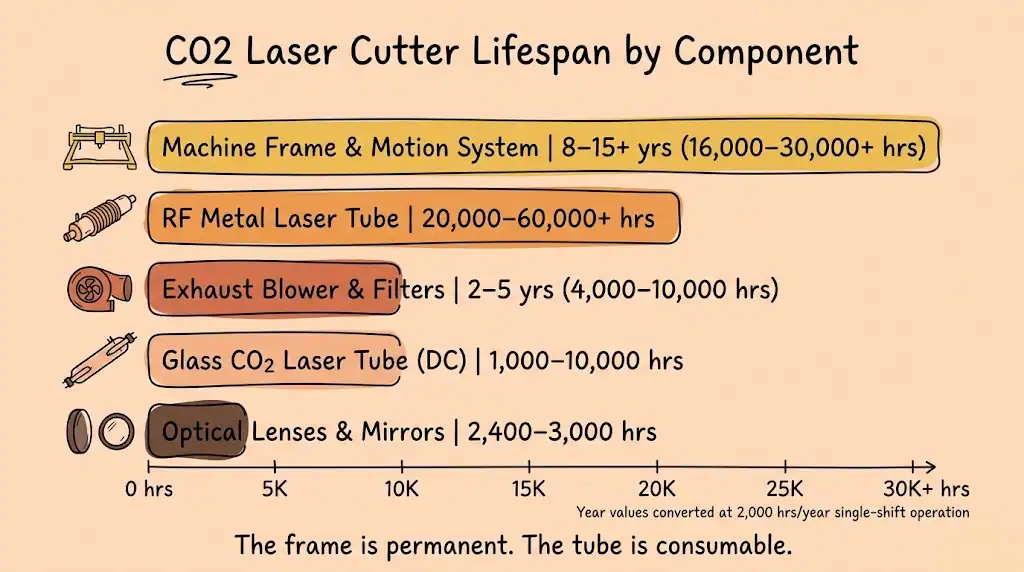
The beam travels from the tube through a series of mirrors to the cutting head. Those mirrors need to stay clean and properly aligned, which is the main ongoing maintenance requirement. The tube itself has a finite lifespan. Glass tubes — the most common in entry-to-mid-range machines — typically last around 8,000 hours. RF metal tubes generally exceed 20,000 hours but carry a higher upfront cost. Actual lifespan is affected by cooling quality, duty cycle, and maintenance habits; check the manufacturer’s specs and warranty for your specific model.
Typical characteristics:
-
Wavelength: ~10,600 nm (far-infrared)
-
Power efficiency: generally in the 10–20% range, varying by source design and machine class
-
Tube lifespan: ~8,000 hours (glass tube), >20,000 hours (RF metal tube) — actual life varies with operating conditions
-
A fiber laser generates its beam using semiconductor diodes that pump light through a doped fiber optic cable. The result is a ~1,064 nm near-infrared beam — roughly one-tenth the wavelength of a CO₂ laser. Metals absorb this wavelength effectively, which is why fiber lasers are the dominant choice for metal marking, etching, and cutting.
Because the beam travels entirely through the fiber optic cable, there are no external mirrors to align. The laser source is a sealed unit commonly rated around 100,000 hours. That said, the source is one component in a larger system — scanning heads, focusing optics, cooling, and control electronics all have their own service requirements. “Long source life” does not mean the entire machine is maintenance-free, though overall maintenance is considerably less than a CO₂ system with comparable output.
Typical characteristics:
-
Wavelength: ~1,064 nm (near-infrared)
-
Power efficiency: generally >25–30%, often cited as roughly 2–3x that of typical CO₂ systems — actual figures depend on source design and operating conditions
-
Source lifespan: ~100,000 hours (commonly rated; varies by manufacturer and source type)
-
| Feature | CO₂ laser | Fiber laser |
|---|---|---|
| Wavelength | ~10,600 nm | ~1,064 nm |
| Best-suited materials | Wood, acrylic, leather, fabric, rubber, glass, paper | Stainless steel, aluminum, brass, copper, coated metals |
| Non-metal cutting | Strong — designed for this | Generally not suitable for most organics |
| Metal cutting | Limited in common low-power configurations | Strong — designed for this |
| Marking quality on metals | Typically poor on bare metal without marking compound | Good to excellent — anneal, etch, or deep engrave |
| Marking quality on organics | Good to excellent — clean, detailed | Generally poor on most organics; some engineering plastics may produce usable marks |
| Power efficiency | Typically 10–20% | Typically 25–35%+ |
| Source/tube lifespan | ~8,000 hrs (glass tube), >20,000 hrs (RF metal tube) | ~100,000 hrs (source) |
| Mirror alignment | Required periodically | Not applicable (beam stays in fiber) |
| Overall maintenance | Moderate to high | Low to moderate |
| Initial cost | Generally lower | Generally higher |
| Operating cost trend | Higher over time (tube replacements, electricity, alignment) | Lower over time (fewer consumables, less power draw) |
| Work area flexibility | Large format common (up to 1,300 × 2,500 mm and beyond) | Varies — marking heads are compact; cutting beds can be large |
| Typical use cases | Signage, personalization, packaging, textile cutting, model making | Industrial part marking, metal fabrication, automotive, medical device marking |
Material compatibility: where each laser excels
This is the part that matters most in practice. Matching the laser to your material avoids wasted time, damaged workpieces, and unusable results.
CO₂ laser materials
A CO₂ laser’s ~10,600 nm beam is absorbed well by most non-metals. Here are the common ones, roughly in order of popularity:
-
Wood (hardwood, plywood, MDF, balsa): Cutting and engraving. Power requirements vary — MDF typically cuts cleanly around 60–80W; hardwood generally needs 80–130W depending on thickness and density.
-
Acrylic: Flame-polished edge cuts that look professional. One of the most consistent materials to cut with a CO₂ laser.
-
Leather: Precision cutting for patterns, branding, and custom goods. Cuts cleanly with minimal edge discoloration at moderate power.
-
Fabric and textile: Cutting polyester, nylon, lace, and denim with heat-sealed edges that resist fraying.
-
Rubber: Stamp making and gasket cutting at moderate power.
-
Glass: Surface etching only — you can mark but not cut through.
-
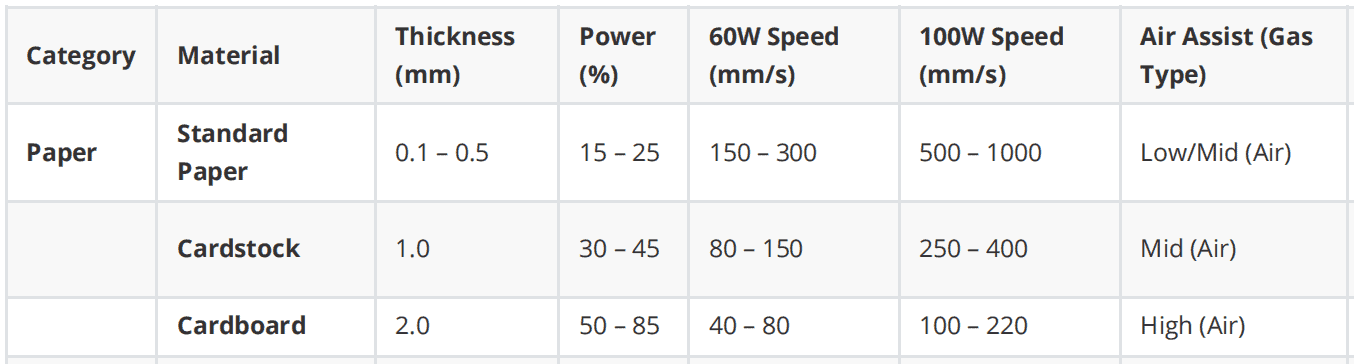
Paper and cardstock: Intricate cuts for invitations, packaging, and prototypes at low power.
Fiber laser materials
A fiber laser’s ~1,064 nm beam is absorbed well by metals and, in some cases, engineered plastics:
-
Stainless steel: The most common fiber laser application. Black anneal marks at lower power, deep engraving at 50W+, cutting at 500W+.
-
Aluminum: Fast engraving, anodized surface marking (typically turns light), cutting at higher power.
-
Brass and copper: Higher power required due to reflectivity, but results can be very good with proper parameters.
-
Coated metals: Ablating paint or coating to reveal the metal underneath.
-
Some plastics: Certain engineering plastics (ABS, polycarbonate, and others) may accept marks, but results depend heavily on the specific material formulation and process parameters. Always test.
The crossover problem
Using the wrong laser type for a given material is one of the most common — and most frustrating — mistakes I see. A fiber laser on bare wood generally produces faint, inconsistent charring at best, because the 1,064 nm wavelength is poorly absorbed by most organics. The reverse is also a common problem: a typical low-power CO₂ engraving machine on bare stainless steel will produce little to no visible mark, since most of the beam energy reflects off the surface.
There are exceptions worth knowing. A CO₂ laser can mark treated metals if you apply a marking compound (like CerMark or LaserBond) to the surface first. It works, but it adds a consumable and an extra process step. On the fiber side, some engineering plastics and coated substrates can accept a mark — but this is material-dependent and needs testing. Also worth noting: higher-power industrial CO₂ systems (typically 400W+) are used for metal cutting in specific applications, though this is outside the scope of what most buyers reading this guide are considering.
If metal marking or cutting is a regular part of your workflow, a fiber laser is generally the more practical choice. If it’s occasional, the marking-compound approach with a CO₂ laser can work as a stopgap.
Cost comparison: upfront price vs total cost of ownership
Look past the sticker price. What matters is what you’ll spend over the machine’s working life.
Upfront cost
CO₂ lasers generally cost less to purchase. A 60W CO₂ cutting machine might run $3,000–$8,000 depending on bed size and features. A fiber marking system typically starts higher — often $5,000–$15,000 for a 20–30W marking unit, and fiber cutting machines at 500W+ can easily exceed $20,000. Prices vary significantly by brand, configuration, and market.
Total cost of ownership
Operating costs accumulate differently for each system. The table below illustrates typical patterns, but actual numbers depend heavily on your local electricity rate, shift length, material mix, and maintenance situation.
| Cost factor | CO₂ laser | Fiber laser |
|---|---|---|
| Electricity | Higher draw per watt of output (lower wall-plug efficiency) | Lower draw per watt of output (higher wall-plug efficiency) |
| Tube/source replacement | Glass tube replacement expected around ~8,000 hrs; RF tubes >20,000 hrs | Source typically lasts the life of the machine (~100,000 hrs); not a regular replacement item |
| Optical maintenance | Mirror and lens cleaning/replacement on a regular schedule | Protective lens and scanning head maintenance at longer intervals |
| Beam alignment | Periodic alignment checks and adjustments | Not required (no external beam path) |
| Overall 5-year operating cost trend | Higher, primarily due to tube replacement, higher power draw, and alignment servicing | Lower, though not zero — optics, cooling, and control systems still need attention |
The fiber laser’s lower operating cost can offset its higher purchase price over time, especially at higher utilization. How quickly that happens depends on your specific situation: purchase price, local electricity rates, shift patterns, material types, yield rates, and maintenance costs all factor in. There’s no universal payback period — but for operations running multiple shifts on metal, the TCO advantage typically accumulates faster.
Maintenance and reliability
Maintenance is where the day-to-day experience of owning these machines really diverges.
CO₂ laser maintenance
The beam path in a CO₂ laser relies on 3–4 mirrors that guide the beam from the tube to the focusing lens. These mirrors accumulate dust and residue over time. If they get dirty or knocked out of alignment, the beam loses power and accuracy.
A typical maintenance schedule:
-
Daily to weekly: Clean the focusing lens and check the first mirror for residue.
-
Monthly: Inspect all mirrors and verify beam alignment. Realign if cutting quality has degraded.
-
Periodically: Replace the CO₂ tube when output drops below usable levels. Glass tubes typically last ~8,000 hours; RF metal tubes >20,000 hours. Actual life depends on cooling quality and operating conditions.
Fiber laser maintenance
The fiber laser beam stays inside the fiber optic cable from source to cutting head. No external mirrors, no beam alignment in the traditional sense.
-
Daily to weekly: Clean the protective lens on the cutting head.
-
Periodically: Inspect scanning head mirrors (galvo systems), check cooling systems, and service control electronics as needed.
The maintenance burden is meaningfully lower than a CO₂ system, but it’s not zero. Scanning galvo mirrors can degrade over time, cooling systems need attention, and the machine’s optical and electronic subsystems have their own service intervals. Still, for most shops, a fiber laser requires noticeably less hands-on maintenance than a comparable CO₂ machine.
In a clean shop with careful operators, CO₂ maintenance is manageable. In a dusty industrial environment with multiple operators on different shifts, fiber’s lower maintenance requirement reduces downtime risk.
Cutting and marking speed comparison
Speed matters, but only when you tie it to the right material and machine class. A useful comparison is not just about the fastest number on a chart. It is about what each laser can do efficiently and repeatably on the materials it is actually designed to process.
The figures below should be treated as reference points, not universal settings. Actual cutting and marking speed depends on machine power, beam quality, optics, assist gas, controller tuning, focus, and material variability, which is why the same wattage does not always produce the same result across different machines.
Non-metal cutting: CO2 advantage
For non-metals, CO2 is still the more practical and predictable option. Its 10,600 nm wavelength is absorbed well by acrylic, wood, leather, fabric, and similar materials, which is why CO2 systems remain the standard choice for signage, packaging, craft production, and general organic-material processing.
| Material | Example CO2 setup | Reference speed |
|---|---|---|
| Acrylic | 100W, 3 mm | Around 25-35 mm/s |
| Acrylic | 100W, 10 mm | Around 5-7 mm/s |
| Plywood / MDF | 100W, 3 mm | Around 25-45 mm/s, with glue content and batch quality affecting real speed |
| Natural leather | 100W, 1-2 mm | Around 30-45 mm/s as a more defensible starting range |
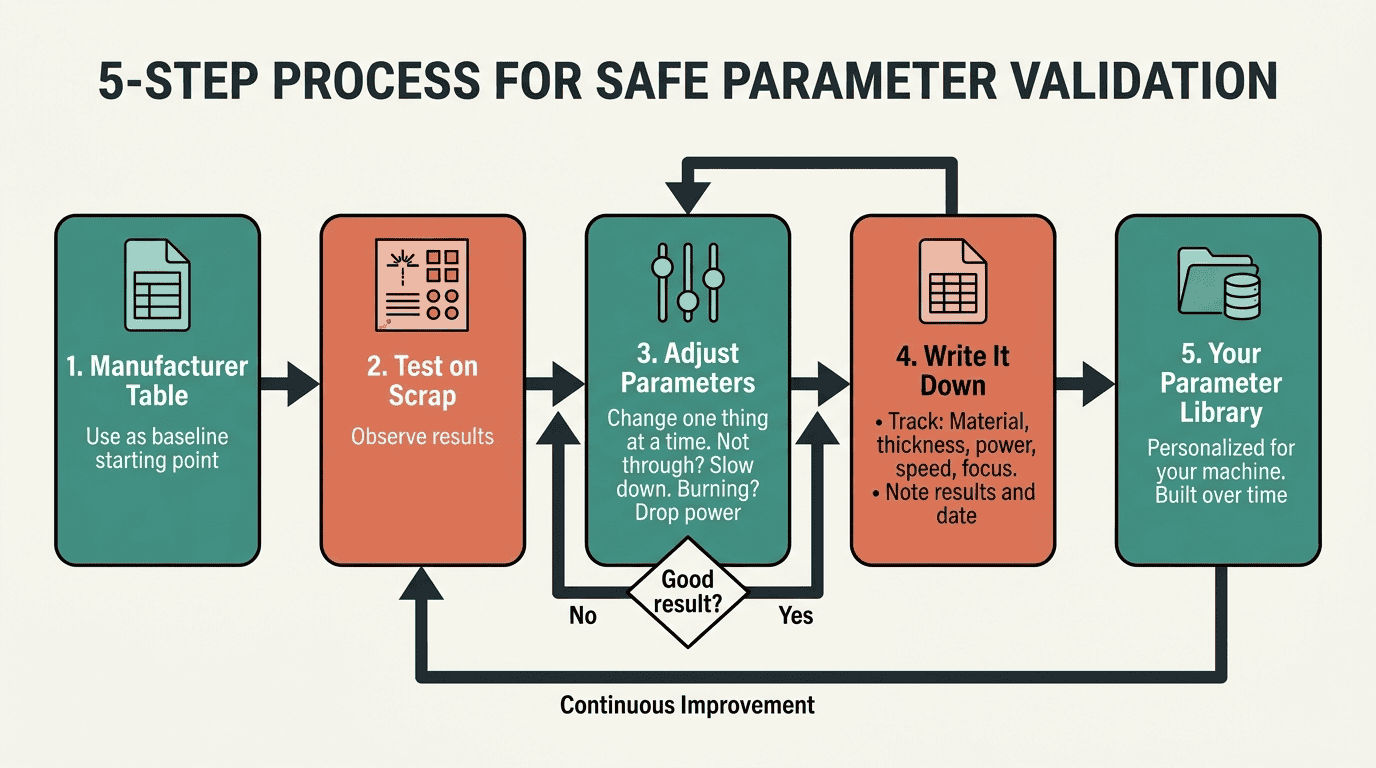
Those numbers are best used as starting points, not promises. Even within the same machine class, real cutting speed changes with airflow, lens choice, focus quality, edge-quality target, and material batch, which is why published CO2 parameter tables work best as baselines for testing.
Fiber lasers are generally not a good choice for cutting most organic materials. The 1,064 nm wavelength is poorly absorbed by most non-metals, so results are often weak, inconsistent, or simply not competitive with a properly tuned CO2 machine.
Metal cutting: fiber advantage
On metal, the situation reverses. Fiber lasers are faster, more efficient, and far more practical for routine cutting of carbon steel, stainless steel, aluminum, brass, and other common sheet metals.
| Material | Example fiber setup | Reference speed |
|---|---|---|
| Carbon steel | 1500W, 1 mm | Around 12-15 m/min |
| Carbon steel | 1500W, 5 mm | Around 2.3-4.5 m/min |
| Carbon steel | 1500W, 10 mm | Around 1.0-2.2 m/min |
| Stainless steel | 3kW, 1 mm | Around 15-25 m/min |
These numbers should not be read as guaranteed shop-floor output. Assist gas choice, nozzle condition, pierce strategy, machine dynamics, and the edge quality you are aiming for can all shift real production speed, sometimes by a wide margin.
Metal marking: fiber advantage
Fiber also has the clear edge in bare-metal marking. A typical low-power CO2 engraving machine usually cannot mark bare metal effectively unless you add a marking compound, and even then the result is usually limited to a surface mark rather than true engraving or productive metal processing.
Fiber marking is different. It can anneal, etch, or engrave many metals directly, and galvo-based systems are commonly rated around 5,000 mm/s scan speed, with some systems marketed at even higher speeds depending on optics and control hardware. Actual throughput, however, still depends heavily on the marking goal, field size, hatch spacing, frequency, and whether you want a light surface mark, a dark anneal, or a deeper engraved result.
What the comparison means
If your work is mostly acrylic, wood, leather, fabric, or other non-metals, CO2 gives you more usable cutting performance where it counts. If your work is mostly stainless steel, carbon steel, aluminum, brass, or other metals, fiber is in a different league for both cutting speed and direct metal marking capability.
How to decide: a practical framework
If you’ve read this far, you probably already have a sense of which direction fits your situation. Here’s a decision framework to confirm it.
Step 1: List every material you need to process. Not just your primary material — include everything you might work with in the next 2 years. If the list is heavily weighted toward non-metals, you’re likely in CO₂ territory. If it’s mostly metals, fiber is probably the better fit.
Step 2: Check for crossover needs. Do you need to process both metal and non-metal? If yes, you have three options:
-
A CO₂ laser with marking compound for occasional metal marks
-
A fiber laser for metals, outsourcing non-metal work
-
Both machines (some shops eventually end up here)
Step 3: Estimate your daily runtime. Lower utilization favors the CO₂ laser’s lower entry cost. Higher utilization tends to favor fiber’s lower operating cost — but the crossover point depends on your specific electricity rates, shift length, material costs, and maintenance situation.
Step 4: Assess your environment and team. Dusty shop, multiple operators, minimal technical staff? Fiber’s lower maintenance requirement reduces downtime risk. Clean studio, experienced operator who doesn’t mind periodic alignment? CO₂ is workable.
Step 5: Be honest about growth. If your business might shift toward metal work in the next few years, buying a fiber laser now avoids having to make a second purchase later. If you’re confident non-metals are your long-term focus, a CO₂ laser gives you more versatility per dollar.
The bottom line
There is no “best” laser. There’s the laser that matches what you actually do.
Buy a CO₂ laser if your work primarily involves wood, acrylic, leather, fabric, or other non-metals. It’s generally more affordable upfront, versatile on organics, and reliable when properly maintained.
Buy a fiber laser if your work primarily involves stainless steel, aluminum, brass, or other metals. It’s faster on metal, typically cheaper to operate over time, and requires less hands-on maintenance.