 Skip to content
Skip to content Galvo Laser Perforating Cutting Machine for Abrasive Discs
Roll-to-roll laser perforating and cutting system for sandpaper abrasive materials
A galvo laser perforating and cutting machine uses high-speed galvanometer mirrors to steer the laser beam across abrasive materials, producing clean cuts and micro-perforations without physical tool contact. For manufacturers processing sandpaper rolls, this means zero burr edges, no tool wear, and holes as small as 0.15mm — all in a continuous roll-to-roll workflow.

RedShift Galvo Laser Perforating Cutter Introduction
REDSHIFT Model: RS-150

The RedShift RS-150 is built specifically for abrasive material manufacturers who need both cutting and perforation in a single automated pass. It pairs dual 3D galvo scanning heads with a continuous conveyor system, feeding sandpaper rolls directly from unwind to rewind without stopping between sheets.
Two laser power tiers are available — 150W, 300W, or 600W CO₂ RF metal laser — so you can match the configuration to your material thickness and line speed requirements.
Specifications
| Model | RS-150 / RS-160 | |
| Laser source | CO₂ RF metal laser tube (Germany Rofin) | |
| Laser power | 150W / 300W / 600W (optional) | |
| Working table | Conveyor type with vacuum hold-down | |
| Working width | 1,500mm /1600mm (optional) | |
| Processing area | 900mm × 900mm per galvo head | |
| Galvo heads | Multi 3D galvo scanning systems (option from 2 -4 heads ) | |
| Extended table | Front 1,200mm / Rear 600mm | |
| Power supply | 220V / 380V, 50/60Hz | |
| Processing mode | Roll-to-roll automatic feeding and rewinding | |
What This Machine Does Differently

Dual Galvo Head Configuration
Each galvo head covers a 900mm × 900mm processing field. With two heads running in tandem, the machine handles from 1,500mm-wide sandpaper roll in overlapping or parallel passes — effectively doubling throughput on wide-format abrasive material. The heads are driven by High quality 3D galvo systems, which maintain consistent spot quality across the entire field.
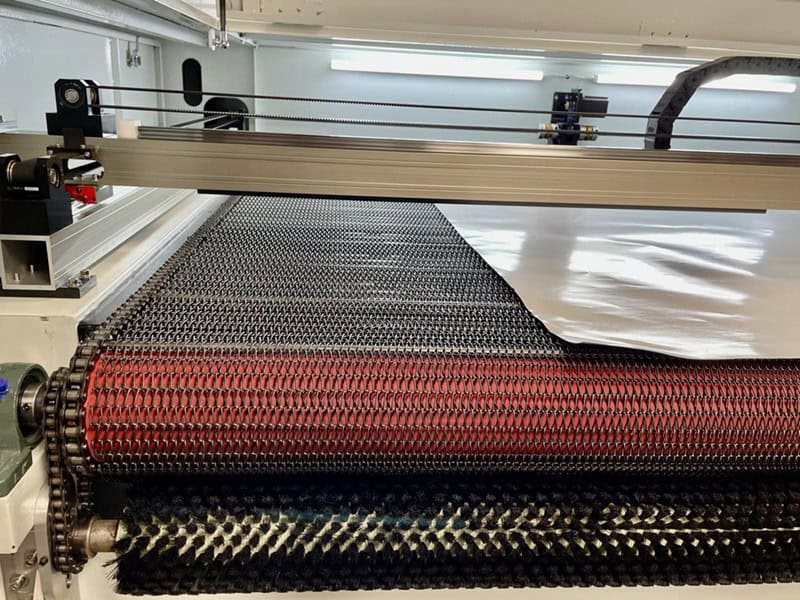
Material feeds continuously from an unwind station, passes over the 1,500mm × 500mm conveyor bed, and exits to a rewind station. Front and rear extended tables (1,200mm and 600mm respectively) give the operator room to manage roll changes without interrupting the laser cycle. The conveyor uses vacuum suction to hold sandpaper flat during processing — critical when perforating at sub-millimeter precision.

RF-excited metal tube lasers from Coherent or Rofin power this system. Compared to glass tubes, RF tubes offer faster modulation response, better beam quality (M² < 1.2), and significantly longer service life. Power options at 150W, 300W, and 600W let you scale the system to your production speed and material density.
Laser vs. Mechanical Perforating: Side-by-Side
| Factor | Laser Perforating | Mechanical Punching |
| Tool wear | None — non-contact process | Punch dies wear and require replacement |
| Edge quality | Clean, zero burr | Burr and deformation common |
| Hole size range | Down to 0.15mm diameter | Limited by mechanical pin diameter |
| Slug / debris | Virtually 100% slug-free | Material plugs ejected into machine |
| Pattern flexibility | Any shape, any spacing, software-defined | Fixed to die pattern |
| Setup time | Load file and go | Die changeover, alignment, testing |
Applications and Compatible Materials
Primary material:
Sandpaper / abrasive paper in roll format
Common end products:
- Skateboard and longboard grip tape
- Automotive sanding discs and sheets
- Metal finishing abrasives
- Construction and woodworking sandpaper
- Advertising and display finishing materials
- Accessory and hardware abrasive pads
Processing Capabilities
Cutting:
The galvo system cuts custom shapes — circles, squares, irregular profiles — directly from the sandpaper roll at high speed. No die tooling required. Change shapes by loading a new vector file (DXF, AI, PLT, DST).
Perforating:
Micro-hole arrays for dust extraction, grip patterns, or decorative perforation. Hole diameter is adjustable from ~0.15mm upward. Spacing, pattern density, and hole geometry are all software-controlled.
Combined operations:
Cut the outer profile and perforate the interior in a single pass, eliminating handling between operations.
Configuration Options
Configuration | Description |
150W CO₂ RF | Entry-level configuration for lighter-weight abrasive materials and moderate line speeds |
300W CO₂ RF | Standard configuration for general sandpaper perforating and cutting |
600W CO₂ RF | High-speed configuration for dense backings, thicker abrasives, or maximum throughput |
All configurations include the dual galvo head setup, conveyor table, and roll-to-roll handling system.
Why Manufacturers Switch to Laser
No rework on edges.
Laser-cut sandpaper edges are sealed and clean. Mechanical cutters leave frayed backing material that requires secondary finishing.
No tooling inventory.
Every shape and hole pattern lives as a digital file. Launch a new product line without waiting for die manufacture.
Consistent quality across shifts.
The beam doesn't dull. A hole drilled at 8:00 AM is identical to one drilled at 8:00 PM.
Scalable patterns.
Need 500 holes per square meter today and 2,000 tomorrow? Change a parameter in the software. No new hardware required.
Contact REDSHIFT LASER to discuss your sandpaper processing requirements. We canrun sample tests on your material and specify the right laser power and configuration for your production volume.
GET IN TOUCH WITH US →
Contact REDSHIFT LASER now to get a further information of how our laser cutting solutions help increase your cutting flexibility, productivity and efficiency.