Skip to content
Skip to content 
RedShift Laser Parameter Tuning Checklist
Pre-Cut Inspection
- [ ] Lens is clean and free of debris
- [ ] Mirrors are aligned properly
- [ ] Focus is set correctly for material thickness
- [ ] Assist gas pressure is verified
- [ ] Nozzle is clean and undamaged
- [ ] Material is flat and secured
- [ ] Exhaust ventilation is on
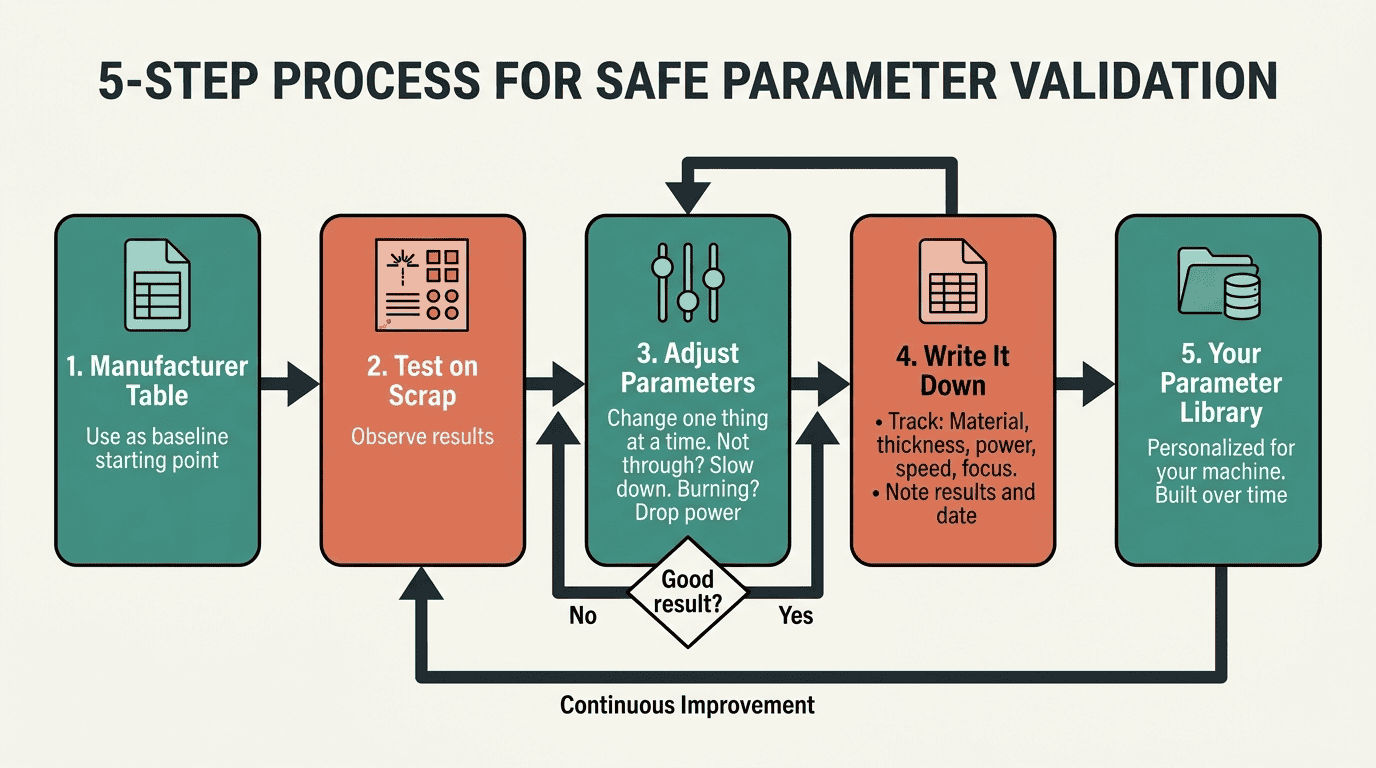
Test Cut Procedure
- [ ] Use scrap material from same batch
- [ ] Start with "Optimal" speed (not "Max")
- [ ] Cut simple test shapes:
- [ ] 50mm straight line
- [ ] 20mm square
- [ ] 20mm diameter circle
- [ ] Inspect results for:
- [ ] Complete cut-through
- [ ] Edge quality (smoothness, no charring)
- [ ] Kerf width consistency
- [ ] Dross on bottom
Parameter Adjustment
If cut doesn't go through:
- [ ] Reduce speed by 10%
- [ ] Re-test
- [ ] If still not through, reduce another 10% or increase power 5%
If cut is burned or too wide:
- [ ] Increase speed by 10%
- [ ] OR reduce power by 5%
- [ ] Re-test
Important: Only change ONE parameter at a time!
Results Recording
Record in your parameter library:
- [ ] Material type and supplier
- [ ] Thickness (measured)
- [ ] Power setting (%)
- [ ] Speed (mm/s)
- [ ] Focus position
- [ ] Gas type and pressure
- [ ] Result rating (1-5)
- [ ] Notes/observations
- [ ] Date tested
Troubleshooting Quick Reference
| Problem | Likely Cause | Solution |
|---|---|---|
| Top cuts, bottom doesn't | Focus too high | Lower focus to mid-thickness |
| Burning/charring | Too much power / too slow | Reduce power or increase speed |
| Incomplete cut | Not enough power / too fast | Increase power or reduce speed |
| Tapered kerf | Focus wrong | Adjust focus position |
| Dross on bottom | Insufficient gas flow | Increase assist gas pressure |