Skip to content
Skip to content 
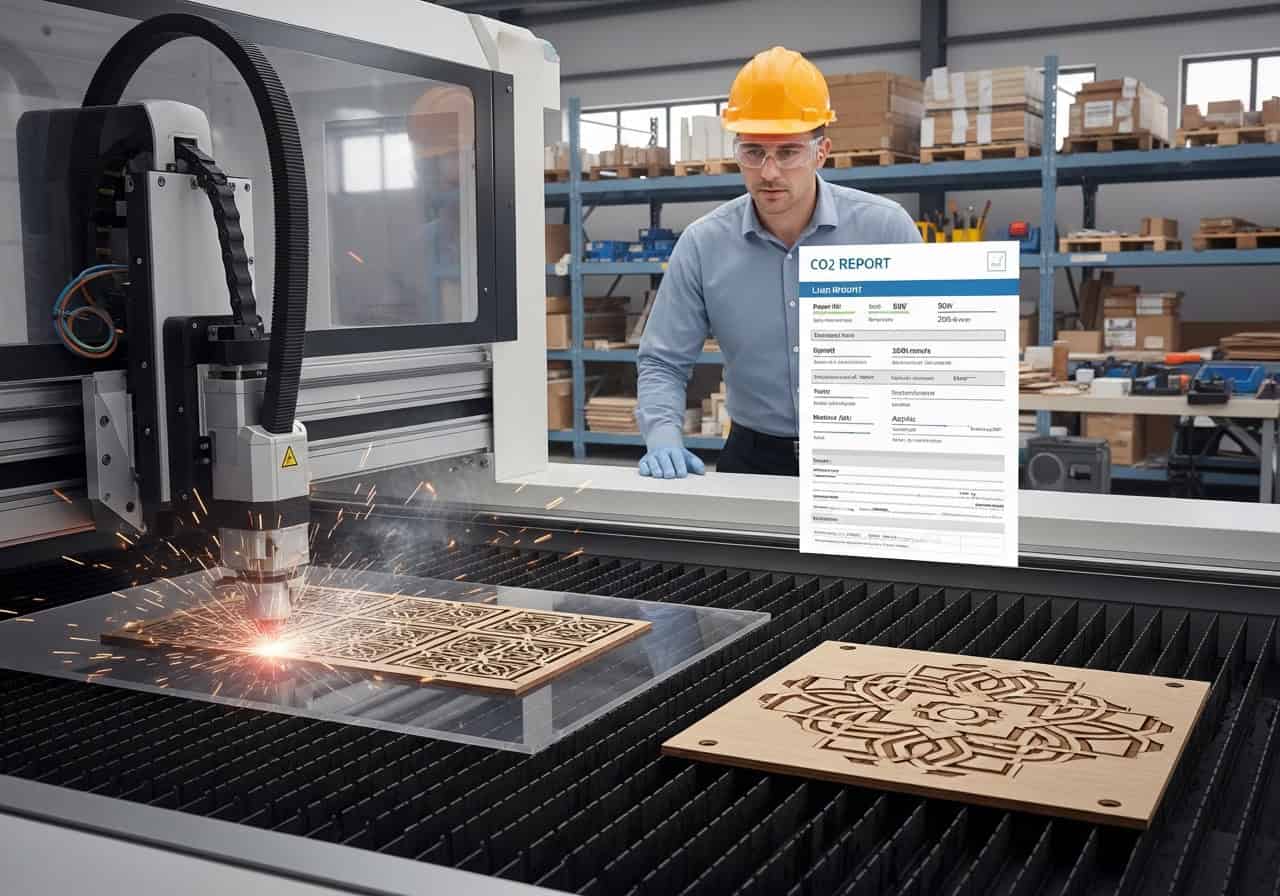
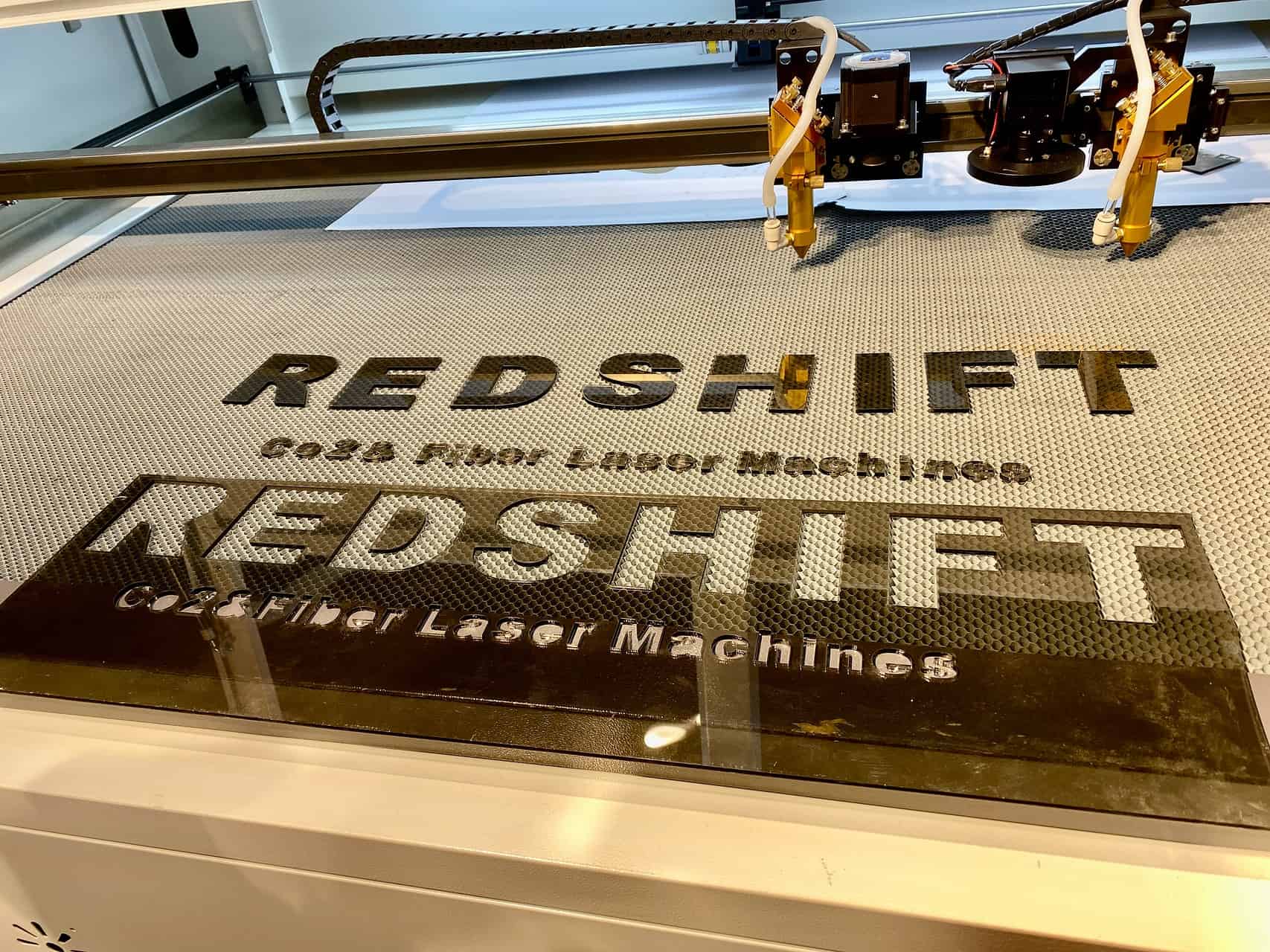
CO₂ Laser Marking & Cutting Machine in Industrial Applications

Key Precautions for Operation
1. Power-On Procedure:
Ensure the laser marking & cutting machine is properly connected to a chiller following the low-inlet/high-outlet principle. Verify water flow fills the chiller and pipes, removing any air bubbles.
Use deionized or distilled water with a temperature maintained between 25°C to 30°C. Regularly replace or replenish the cooling water during operation.
Grounding Check: Confirm proper grounding for both the laser machine and chiller to prevent electric leakage and equipment damage.
2. Laser Source Protection:
Avoid contamination of the laser output port. Regularly inspect the laser cooler’s heat dissipation performance to ensure stable operation.
3. Optical Component Maintenance:
Clean lenses, mirrors, and cutting heads using a dry cotton cloth or swab. Avoid chemical solvents that may damage coatings. Always power off the machine before cleaning to prevent accidents.
Role of Chillers in CO₂ Laser Marking & Cutting

During operation, CO₂ lasers generate significant heat. Inadequate cooling can lead to overheating, reduced marking & cutting speed, material warping, and equipment failure. A dedicated cooling system ensures stable performance and longevity by:
- Maintaining optimal laser operating temperature.
- Preventing thermal stress on components.
- Enhancing marking accuracy, cutting precision, and consistency.
Chiller Functional Features
Dual Temperature Modes: Constant temperature control or intelligent temperature adjustment for versatile applications.
Compact Design: Portable and space-saving for flexible integration into marking & cutting workstations.
Intelligent Alerts: Real-time monitoring of water flow, temperature anomalies, and system malfunctions.
Signal Control: Compatibility with external control systems for automated marking & cutting workflows.
For specific technical parameters or customization needs related to marking & cutting applications, consult our sales and service team.